
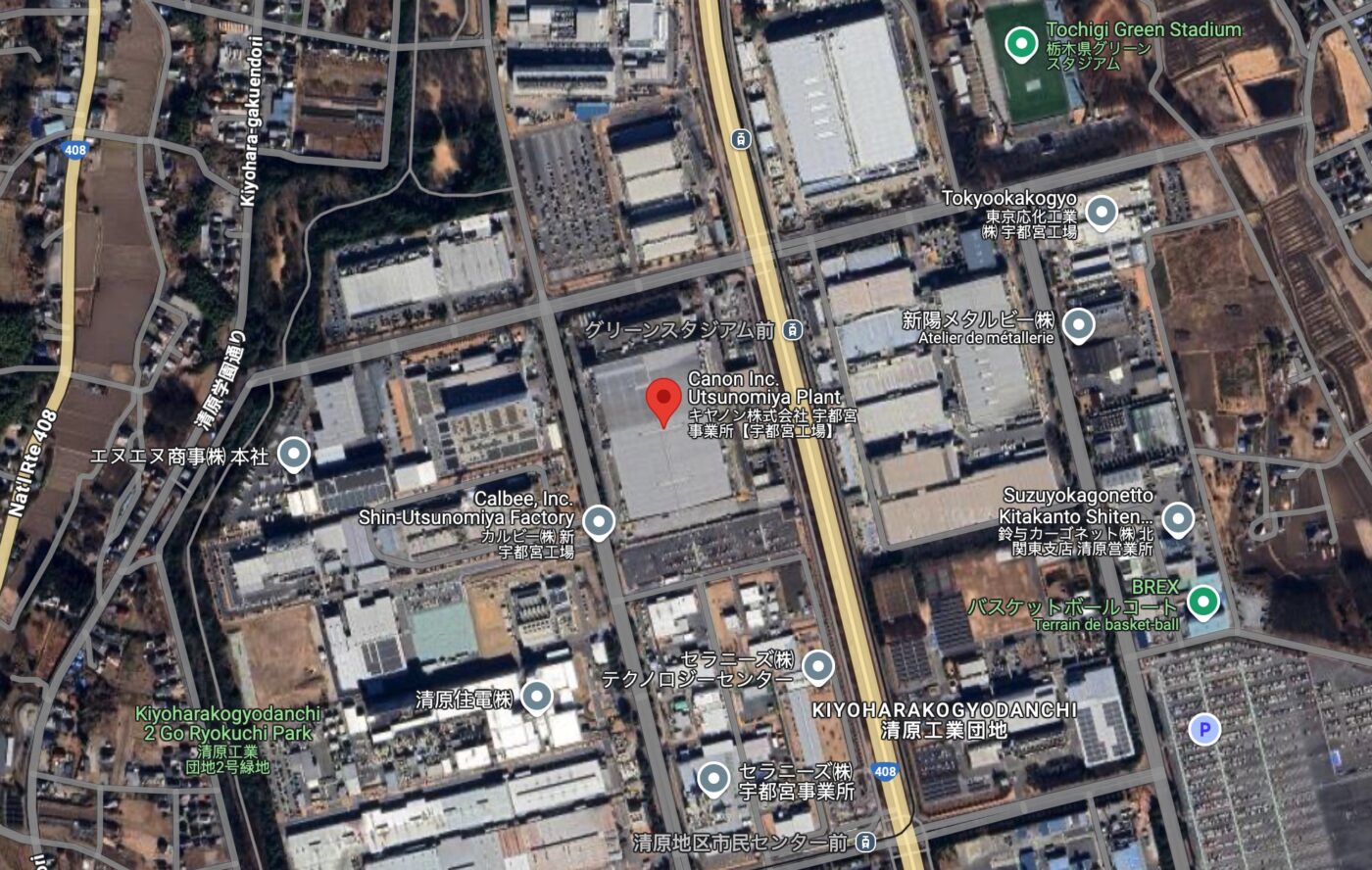
Este año, al margen de CP+ 2025, Phototrend tuvo el privilegio de visitar Fábrica de lentes Canon Utsunomiyaubicado aproximadamente 100 km al norte de Tokioen la prefectura de Tochigi. Es en esta fábrica donde lentes profesionales serie Lespecialmente los últimos modelos en montura RF.

Phototrend es el primer medio que redescubre este sitio desde la pandemia de Covid-19 en 2020. Dato interesante: la fábrica de Canon Utsunomiya no a sólo 35 km de la planta de fabricación de lentes Nikon en Otawaraque visitamos en 2019.
En particular, pudimos observar la fabricación del último zoom Canon RF 100-300 mm f/2.8 L IS USM. Síguenos en esta visita al corazón de la fábrica de lentes Canon.
Canon Utsunomiya, un poco de historia
La fábrica de Canon Utsunomiya, situada en el Parque Industrial Kiyohara a unos 100 km al norte de Tokio, juega un papel papel central en la producción de objetivos profesionales de la marca. Inaugurado en 1977 bajo el nombre de Tochigi Canon Inc., fue integrada en 1982 en Canon Inc. como el sitio principal para la fabricación de lentes Canon de alta gama, como lentes profesionales en montura RF.
Desde su creación, la fábrica de Utsunomiya se ha especializado en la producción de Lentes serie Lcine y lentes de transmisión, así como en la investigación y desarrollo de nuevas tecnologías ópticasa través del edificio de I+D situado literalmente al otro lado de la calle.

La fábrica, de un superficie total de aproximadamente 80.000 m²tiene 2 plantas y empleó, en 2017, a unas 1700 personas.



Al llegar a la fábrica, fui recibido con el ceremonial habitual: bandera francesanombre en pantalla, camisa de trabajo, zapatos antiestáticos con mi nombre, foto de grupo.


Después de un almuerzo compartido con gerentes de fábrica y representantes de Canon Inc., comienza el recorrido por la fábrica.
Tenga en cuenta que a pesar de nuestra solicitud, no pudimos tomar fotografías dentro de la fábrica. Por lo tanto, las fotografías compartidas en este artículo provienen de Canon Inc..
200 tipos de gafas para 400 lentes diferentes posibles
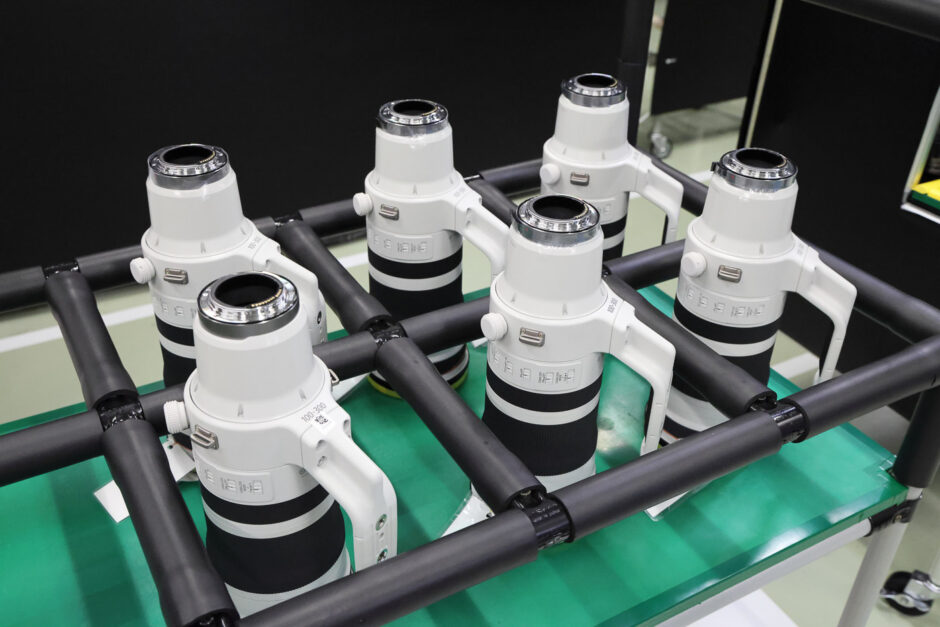
Durante nuestra visita a la fábrica de Canon en Utsunomiya, pudimos descubrir en exclusiva la Línea de montaje para varios objetivos con montura RF.incluido el último RF 100-300 mm f/2.8 L IS USM de Canon. Para que conste, todavía se producen lentes con montura EF en esta fábrica, como el 24-105 mm f/4.

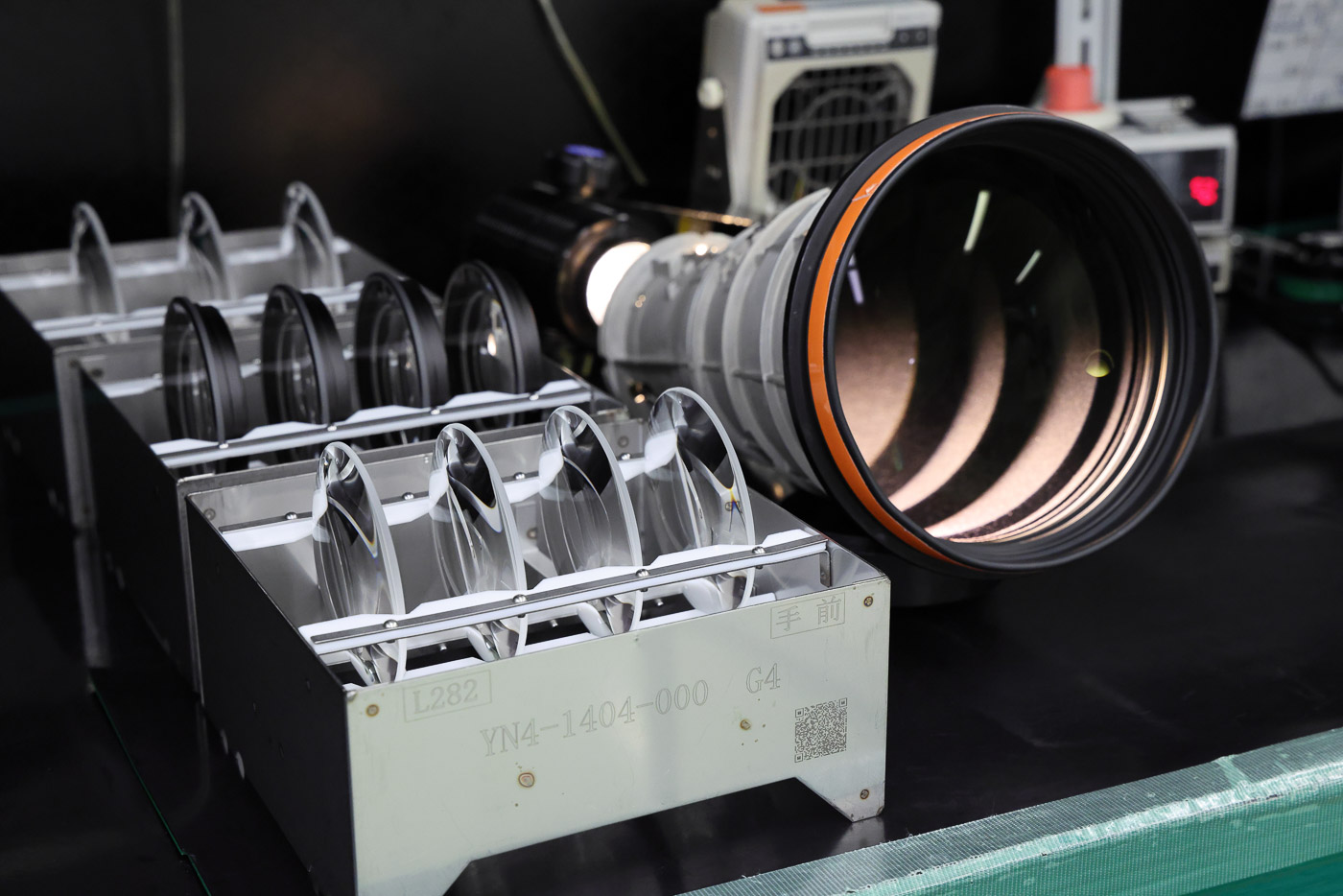
En esta fábrica, Canon utiliza Más de 200 tipos de lentes ópticas. para crear aproximadamente 400 lentes diferentesque van desde 10 a 200 mm de diámetro. Estos lentes, desde los más pequeños para lentes miniaturizados hasta los más grandes para teleobjetivos especializados, se ensamblan luego para diseñar toda la gama de lentes fotográficos.

Cada material es rigurosamente seleccionado según sus propiedades ópticas : índice de refracción, número de Abbe (dispersión), transmisión de luz y estabilidad térmica. La elección de cada vaso. Depende de los requisitos específicos de la lente, definidos por el equipo de diseño.
Pasos en la fabricación de lentes.
A su llegada a fábrica, las lentes que componen las lentes tienen el aspecto de guijarros de vidrio crudoque luego pasan por 4 etapas principales: yoborrador inicial, el suavizadoel centrado óptico así como el suavizadoantes de ensamblar las lentejas dentro del barril, para obtener el producto final.
Cada uno de los pasos es realizado dentro de la fábricaya sea mediante intervención manual (o semimanual, ya que los humanos suelen colocar las lentes en una máquina) o de forma automatizada, ya que Canon ha diseñado internamente numerosas máquinas industriales automáticas.
Desbaste inicial (rectificado) y alisado (alisado)
El primer paso en el diseño de una lente objetiva es el de moliendao borrador inicialquien viene transformar la materia prima en una lente forma general deseado.
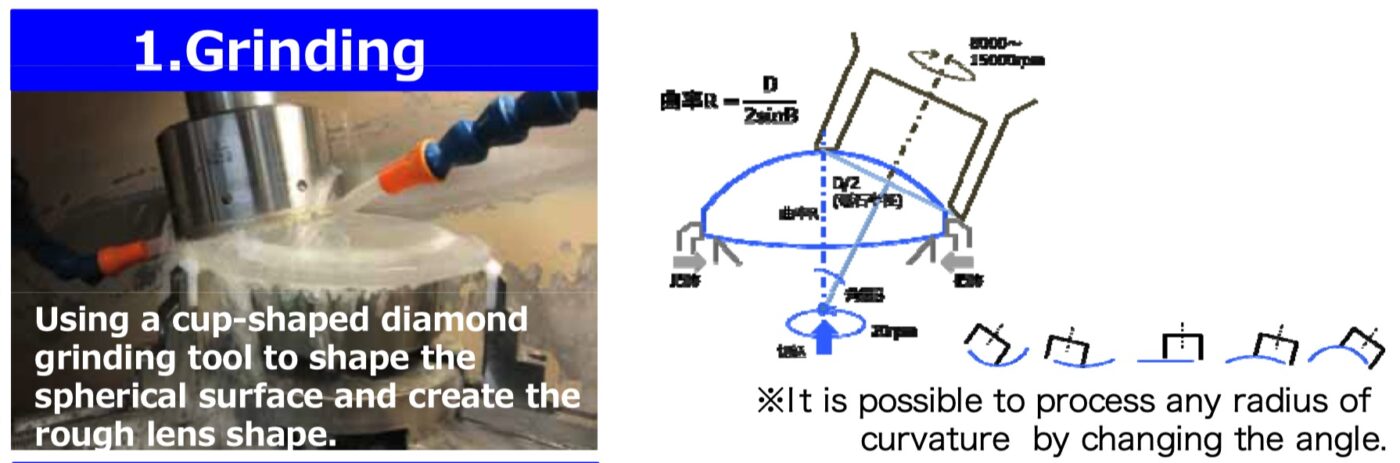
Técnicamente, un disco de diamante viene ahuecado fregar el vidrio crudodándole una forma rugosa que se parece más a una lente. El ajuste preciso (ángulo, velocidad de rotación) le permite crear exactamente el curvatura deseada.
Le lissage (suavizado)
El siguiente paso es alisado, o suavizado. Consiste en preparar la lente para el pulido final, con una superficie uniforme, libre de irregularidades que pudo haber quedado por la etapa de molienda.
Para ello, se colocan las lentes discos abrasivos compuesto de bolitas con incrustaciones de diamantes artificiales extremadamente bien. El tiempo de procesamiento de un vaso puede variar. de 3 a 50 minutosdependiendo del diámetro y la complejidad óptica de la lente.
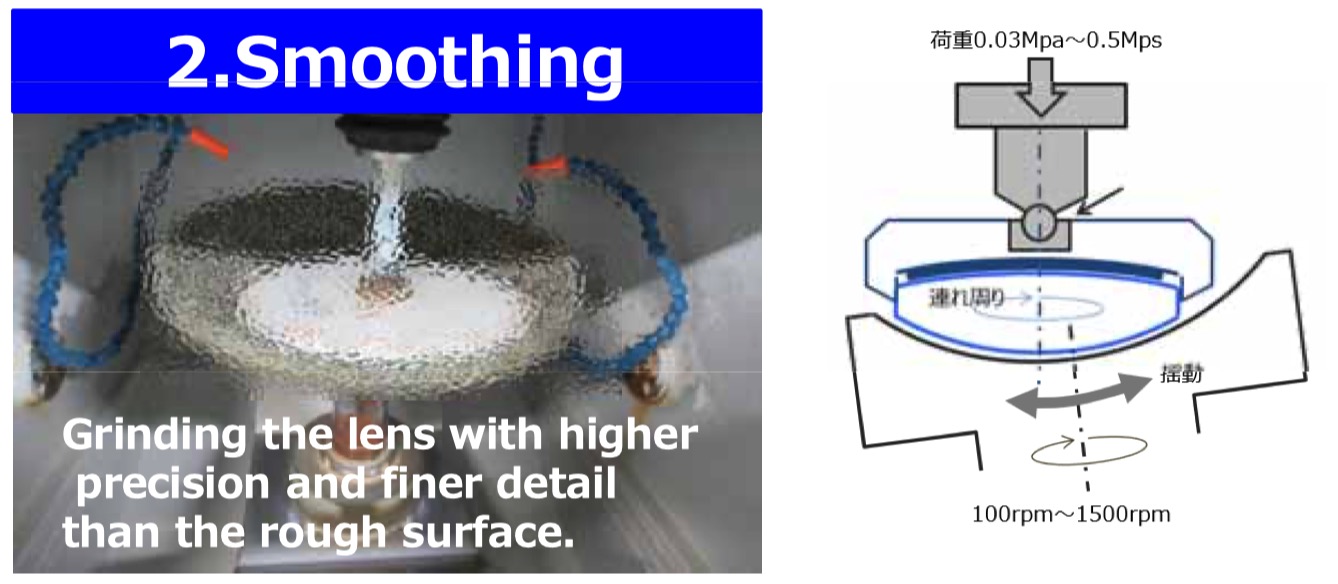
La precisión obtenida en esta etapa determina directamente la calidad final tras el pulido.
Centrado óptico
Una vez que se completa el alisado, la lente pasa por la etapa de centrado óptico (o centrado). Este es un paso crítico para garantizar que el eje óptico coincide perfectamente con el eje mecanico de la lente.

Para ello se centra la lente y se coloca en un molde que la mantiene en su lugar, luego se los extremos están pulidos para obtener la forma final. Allá La tolerancia es del orden de micras. (0,001 mm), lo que demuestra la extrema precisión de la máquina.
Pulido óptico ultrapreciso (pulido)
Finalmente, el último paso es el de pulido óptico (o pulido). Este paso determina la calidad óptica final. Las lentes se colocan almohadillas para pulir revestido con poliuretano y esteras abrasivas ultra aletas (cerio, óxido de aluminio fino). Entonces, un presión homogénea se aplica a toda la lente.


Cuanto más grande es la lente, más complejo es el pulido. y debe ser realizado por un empleado con mucha experiencia.
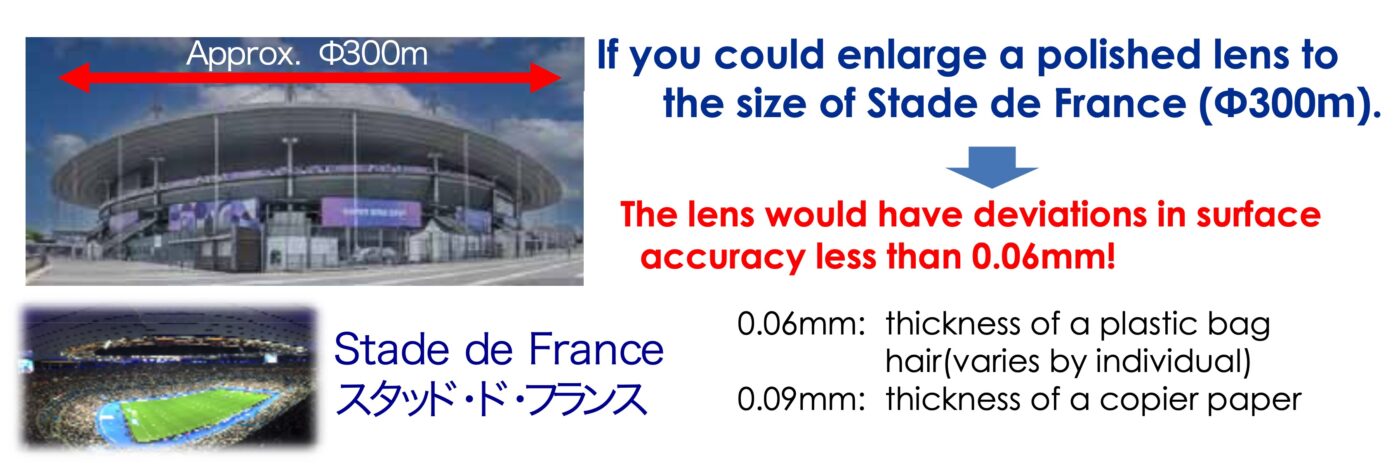
El fabricante también ha desarrollado maquinas automatizadas. En estas máquinas, el pulido se controla con precisión mediante interferometria (por onda electromagnética) para garantizar una precisión muy alta. Canon también habla de precisión submicrónicacon un ejemplo muy revelador: en la escala de Estadio de Francia (300 metros de diámetro)las imperfecciones superficiales serían menores que 0,06mmo el grosor de una fina bolsa de plástico.
La ventaja de la máquina sobre los humanos, según Canon, es que permite un pulido ultrapreciso de ciertas lentes para lentes con montura RF.
Una máquina para automatizar todos los pasos
Durante la visita, Canon nos presentó varias máquinas diseñadas internamentecapaz de realizar todas las etapas de fabricación de una lente completamente autónomo. Estas máquinas, aunque ya cuentan con 10 años de existenciase han ido perfeccionando a lo largo de los años.

La materia prima se coloca al inicio de la línea, luego la máquina, equipada con un ingenioso sistema de ventosas y de brazos articuladosrealiza todos los pasos midiendo constantemente los resultados. ella realiza correcciones automáticas tan pronto como detecta desviaciones, ajusta instantáneamente sus parámetros para mantener una precisión constante.

Entonces, todo el procesodesde el esmerilado hasta el pulido, se realiza en solo 2 horas sin intervención humana, versus 3 a 5 días con métodos tradicionales. La diferencia es considerable.
El objetivo de esta línea automatizada, según Canon: permitir la producción de lentes a gran escala con un ultra alta precisión. Canon también justifica el uso de estas máquinas por parte del Complejidad creciente de las nuevas lentes desarrolladas.con sus nuevos materiales destinados a mejorar la definición de la imagen y reducir las aberraciones cromáticas. Estas lentes son más complejos a fabricar, la automatización permiteevitar un aumento en los costos de producción.
Inspección y recubrimiento
Una vez que una lente ha pasado todas estas etapas, es inspeccionadoluego pasa por la etapa de revestimientodonde se aplica un recubrimiento a las caras de las lentes.
El revestimiento te permite aplicar diferentes tratamientos de vidrio. En Canon, por ejemplo, el tratamiento ASC (Recubrimiento de esfera de aire) ayuda a reducir pensamientos internos en la lente y, por lo tanto, minimizar los ecos de luz y los destellos. También encontramos el tratamiento del contacto piel a piel (Super Spectra Coating) que también se utiliza para minimizar la reflexión interna, pero también permitemejorar la gestión del color y contraste, que es esencial para las lentes de la serie L.
También notaremos el recubrimiento de flúorpara lentes externas, que ayuda a reducir la adherencia de agua, polvo y huellas dactilares, facilitando el mantenimiento de las lentes.

Lentes pulidas, pero también moldeadas.
También pudimos asistir al escenario de moldeado de lentes asféricas. Estas lentes asféricas GMo (Glass-Molded Aspherical) tienen una forma compleja. La curvatura varía desde el centro hacia los bordes, lo que permite en particular corregir eficazmente las aberraciones esféricas o distorsiones.

A diferencia de las lentes esféricas, estos elementos se obtienen en calentar vidrio en bruto a unos 700°C en un hornoy luego mediante fundición a presión utilizando moldes muy precisos. Este moldeado en caliente requiere entorno 20-30 minutosLuego, el vidrio se enfría en el corazón de la máquina de forma controlada para evitar cualquier deformación o rotura del vidrio.

La asamblea: reunirlos a todos para formar un solo objetivo
Después de la fabricación individual de las lentes, viene la etapa de montaje Objetivos EF y RF de Canon. En esta fábrica, la marca japonesa produce un amplia gama de ópticasque van desde zooms ultra gran angular hasta zooms supertelefoto profesionales.
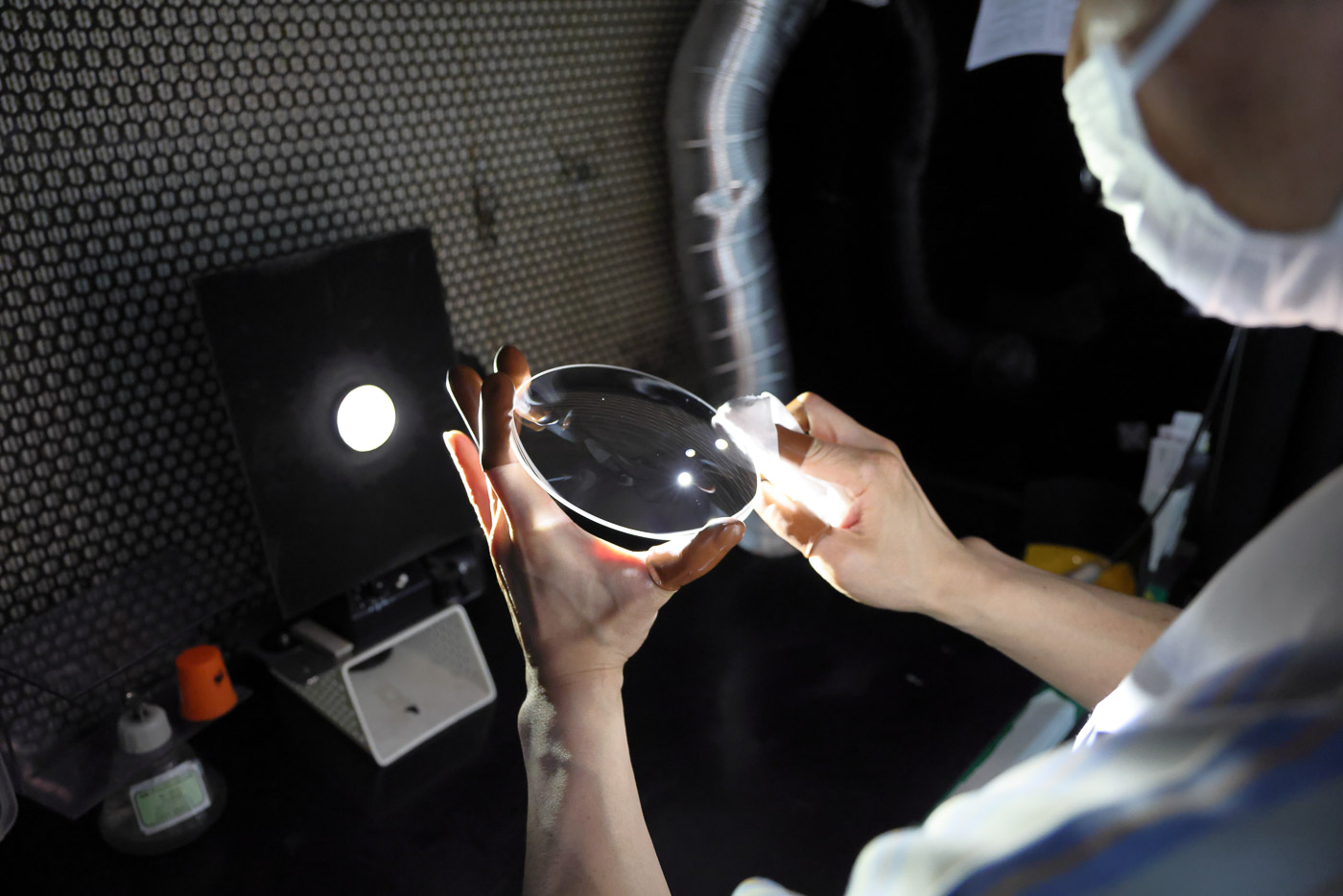
Sala limpia y limpieza cuidadosa.
La asamblea se lleva a cabo en un cuarto limpiodiseñado para limitar cualquier contaminación tanto como sea posible por polvo o partículas microscópicas. Por tanto, son obligatorios blusa, gorra y mascarilla. La oportunidad de hacer un poco. foto de recuerdo.

Cada componente, especialmente las lentes, sufre lavado minucioso antes del montaje para evitar que entre polvo en el interior de la lente. Durante todo el proceso, pequeños chorros de aire comprimido Se utilizan para garantizar un ambiente limpio. También escuchamos de fondo el ruido regular de los compresores de aire, que marcan las acciones.

El montaje de los grupos ópticos en los cañones se realiza según Tolerancias extremadamente estrictas. En las de 100-300 mm, por ejemplo, algunas unidades ópticas utilizan hasta 9 lentes encajadas en un elemento, que luego se integrará en el cañón.

Algunas lentes son insertado en soportes metálicos utilizando herramientas específicas y presión controlada. Otros se colocan en barriles de resinacalentados para permitir su fijación.

En la línea de montaje que pudimos seguir sólo trabajaban seis personas simultáneamente. Esto implica un versatilidad significativa : una misma persona puede realizar varios pasos sucesivos.

Una vez montadas correctamente las lentes, viene la etapa de ajuste óptico. Ce « sintonia FINA » se realiza manualmente por artesanos especializados, llamados «Maestro». Ajustan con precisión el centrado de las lentes, comprobar el enfoque y garantizar que cada objetivo cumpla con los estándares de calidad Ópticas de la marca.

Finalmente, el Los componentes exteriores están instalados. : anillos de zoom o enfoque, botones y otros elementos mecánicos. Para combinar ligereza y robustez, Canon utiliza materiales como magnesio así como resinas técnicas especialmente desarrollado.
¿Brazos motorizados tan ágiles como los humanos?
Aunque el montaje sigue siendo en gran medida manual, Canon también ha diseñado líneas de montaje automatizadas. Este es el caso del montaje de unidades de enfoque automático, particularmente de ópticas como la 24-105 mm f/4 en montura EFtodavía producido.
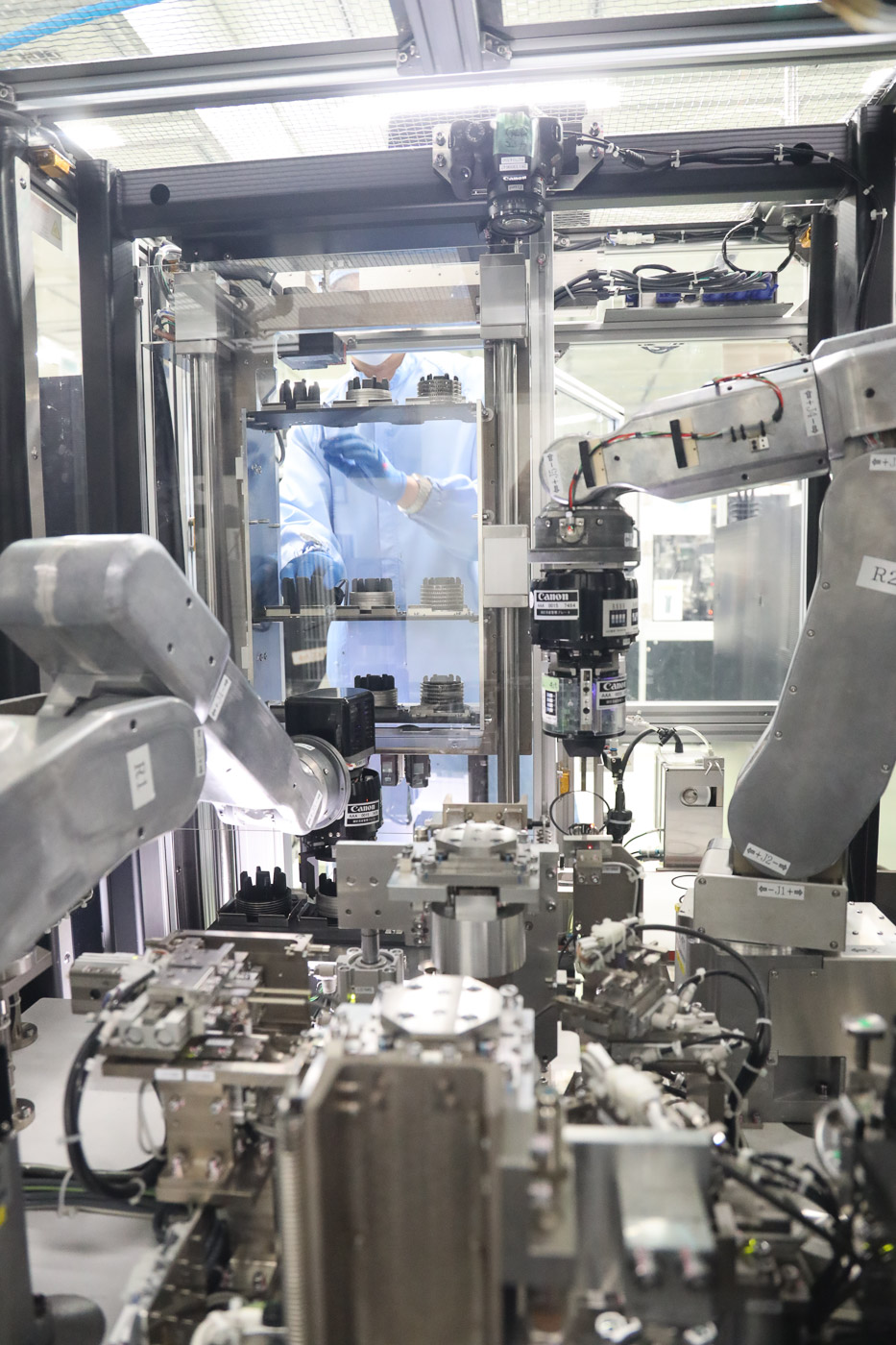
En la fábrica, seis máquinas especializadascada uno equipado con dos brazos robóticosdarse cuenta Montaje de unidades de enfoque automático con motor ultrasónico. (USM). Estos robots, colocados en una caja de cristal para no herir al operador, se encargan de tareas de alta precisión, como la instalación de componentes en miniatura : bobinas, resortes o incluso circuitos impresos flexibles.

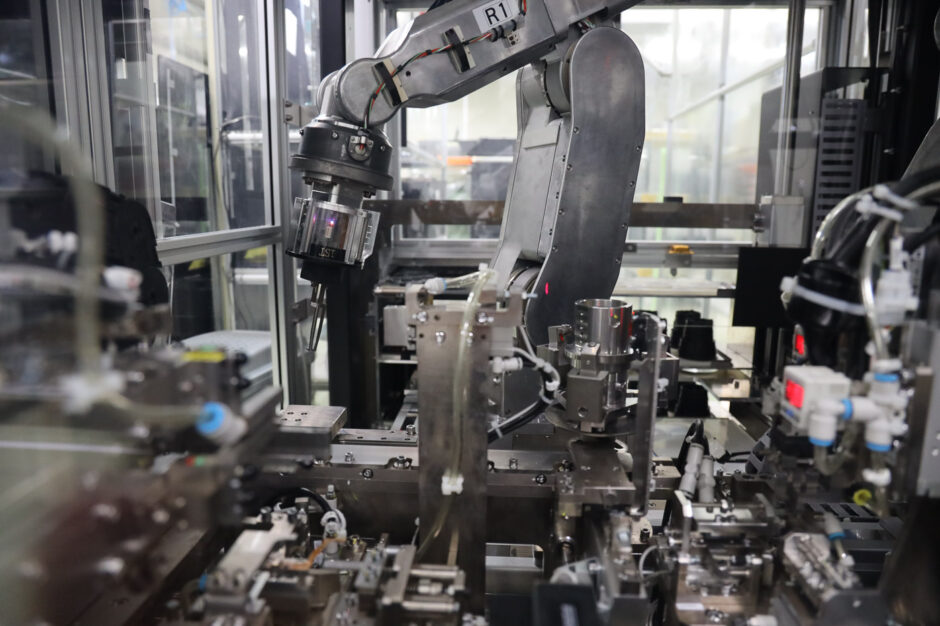
Cada máquina está equipada con cámaras de control. Estos verifican automáticamente el buen posicionamiento de cada elemento en cada etapa del proceso.

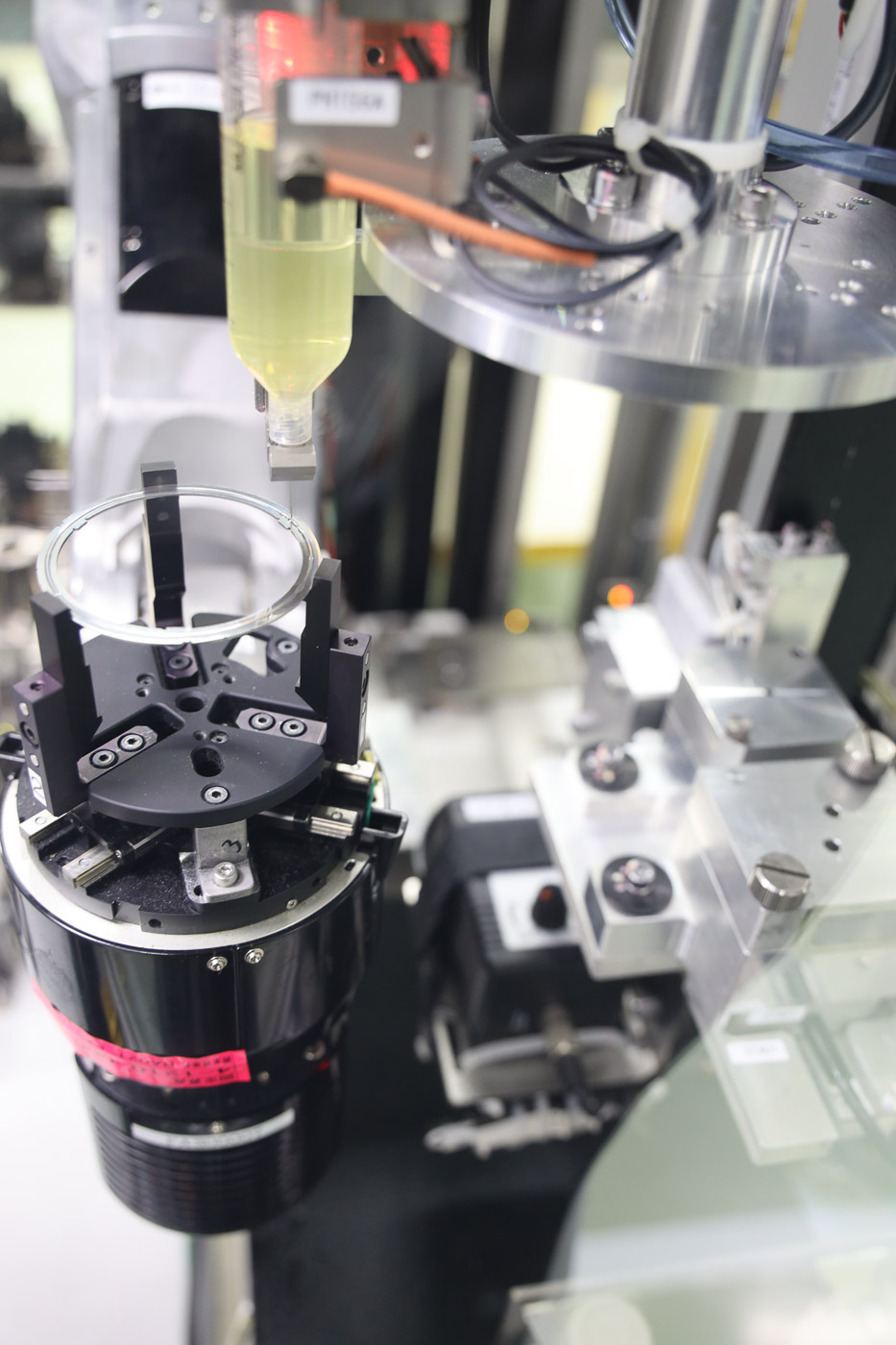
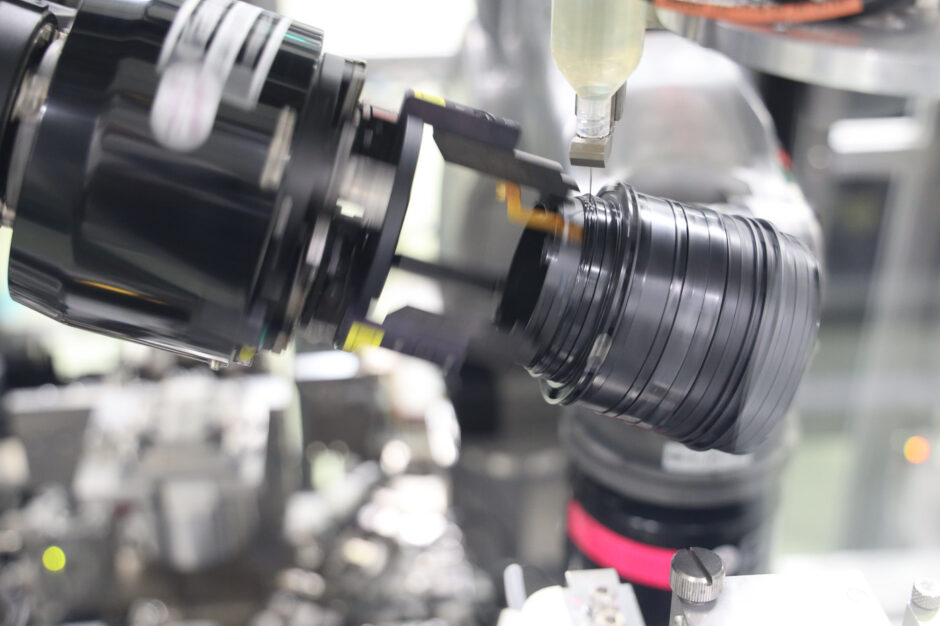
Estos robots también son capaces de aplicar con mucha precisión, de forma medida y regular, grasas especiales y diferente adhesivospermitiendo tanto la fluidez como la durabilidad del sistema de enfoque automático USM.
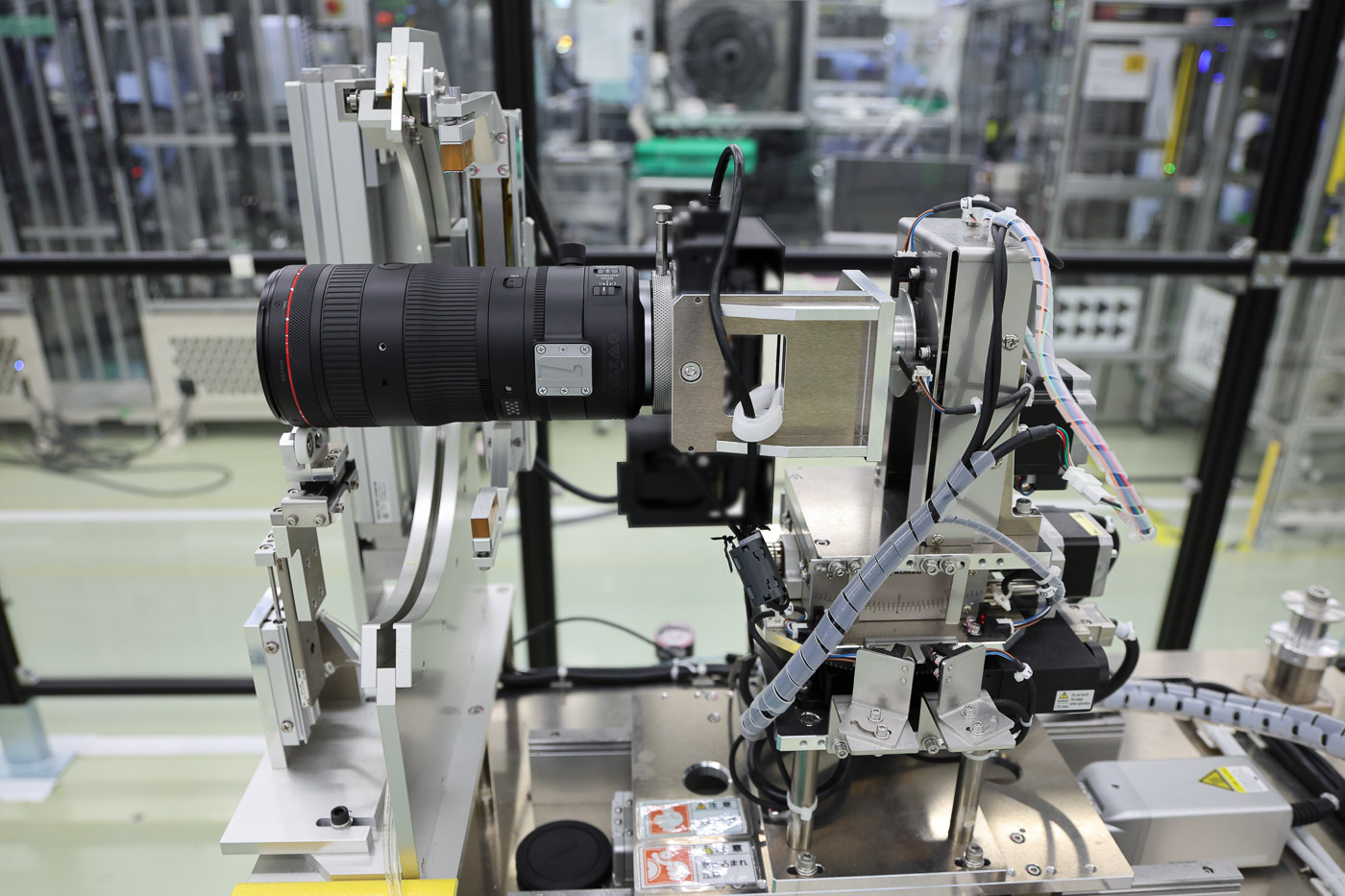
Banco de calibración: llamada a SFR
Antes de empacar y enviar, cada lente pasa por un etapa final de control : verificación óptica a través del sistema SFR (Respuesta de frecuencia espacial). Este procedimiento asegura que la lente ofrezca el rendimiento esperado en condiciones reales.
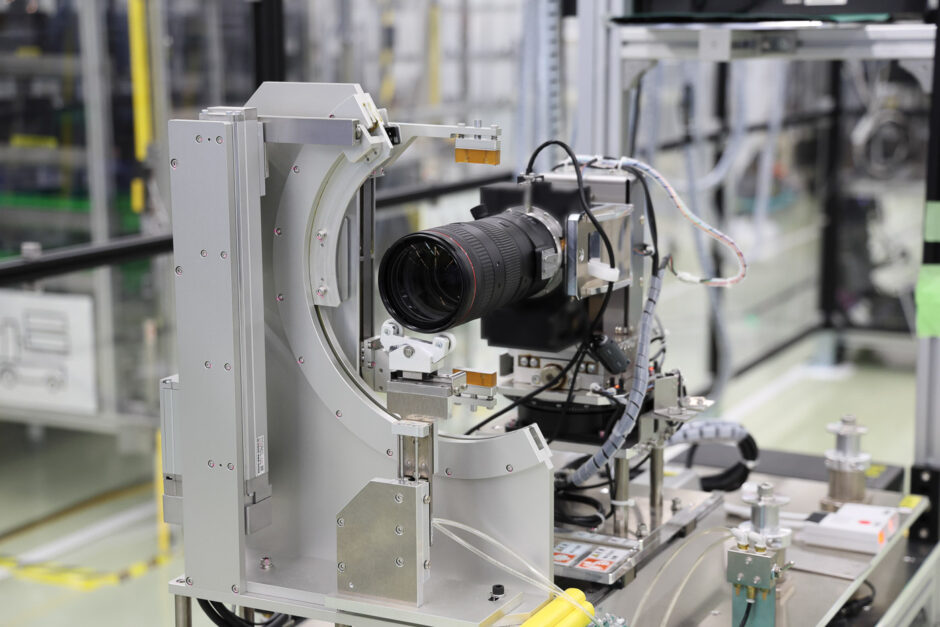
La lente está montada sobre un caja de alta definición –un modelo confidencial, según Canon– colocado en un carril motorizado. Frente a él, un vista muy definida (también ultrasecreto) sirve como referencia visual.
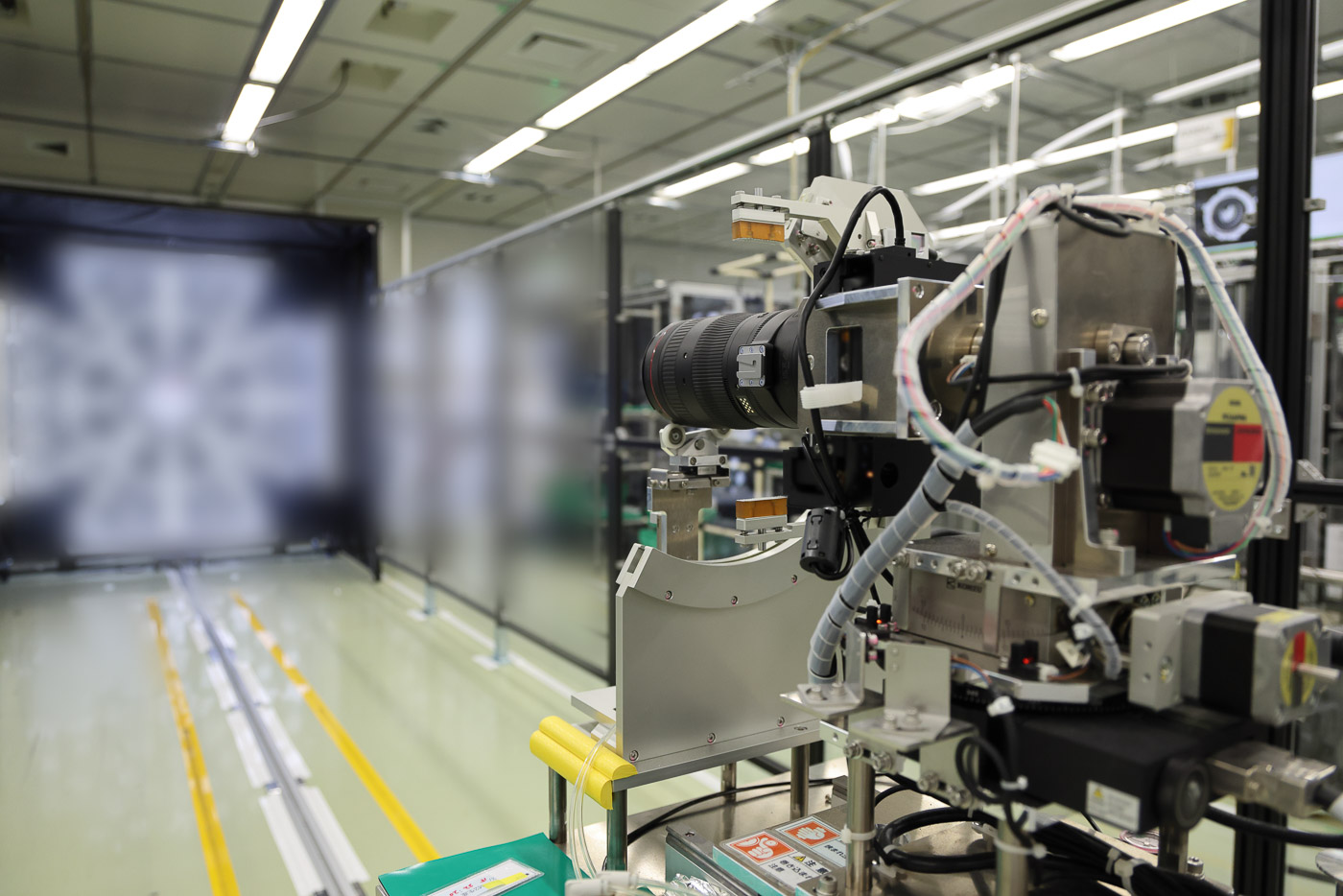
El sistema captura aproximadamente 50 imágenes a diferentes distancias. Cada imagen se analiza por computadora y se compara con una imagen estándar. Este análisis permite medir varios criterios esenciales: nitidez, resolución, enfoque pero también uniformidad óptica en toda la superficie de la imagen.
Por ejemplo, para un objetivo como RF 70-200 mm f/2,8 L IS USM Zeste procedimiento dura aproximadamente 12 minutos. Los resultados obtenidos son Integrado en la memoria del objetivo.permitiendo así una Calibración óptima directamente desde la fábrica.y una mejor gestión de las correcciones por casilla.
Originalmente este control era completamente manualespecialmente para ópticas de alta gama. Hoy en día, Canon tiende a automatizar gradualmente este proceso para ganar precisión y eficiencia.
Canon Utsunomiya: una inteligente mezcla de tradición e innovación
Después de cada visita a la fábrica, hacemos la misma observación: La mirada detrás de escena de cómo se fabrican las lentes que usamos todos los días es siempre muy interesante.especialmente cuando seguimos todo el camino desde el disco de vidrio en bruto hasta el objetivo final. Cada paso aquí demuestra una vez más el compromiso de precisión y el calidada menudo con gestos perfectamente dominados para obtener el producto de mayor calidad posible.
Lo que realmente nos llamó la atención durante esta visita fue el equilibrio que Canon pudo encontrar entre artesanía, ingeniería óptica y automatización inteligente. Por un lado, máquinas ultrasofisticadas, capaces de hacer una lente en dos horas con regularidad quirúrgica. Por otro, artesanos altamente cualificados, los “maestros”garantes de un control de calidad humana donde la máquina no puede hacerlo todo.

Desgraciadamente no tuvimos tiempo de pasar frente a los escaparates del minimuseo situado a la entrada de la fábrica. Ya era hora de regresar a Tokio.
Agradecemos a los equipos de Canon Francia, Canon Inc. así como al personal de la fábrica de Canon Utsunomiya que nos permitió descubrir el Proceso de fabricación de lentes Canon serie L..
Si tienes alguna duda sobre esta visita, no dudes en preguntarla en los comentarios.

- Nikon lanza la primera actualización de firmware, versión 1.1, para Nikon ZR - enero 27, 2026
- Aperty tiene una nueva actualización y publica su hoja de ruta 2026 - enero 23, 2026
- Adobe presenta enmascaramiento mejorado en Premiere - enero 20, 2026